
INDUSTRY
Frozen Food Manufacturer
PROJECT
New Extrusion Line
PROJECT CONTACT
Steve Mackie
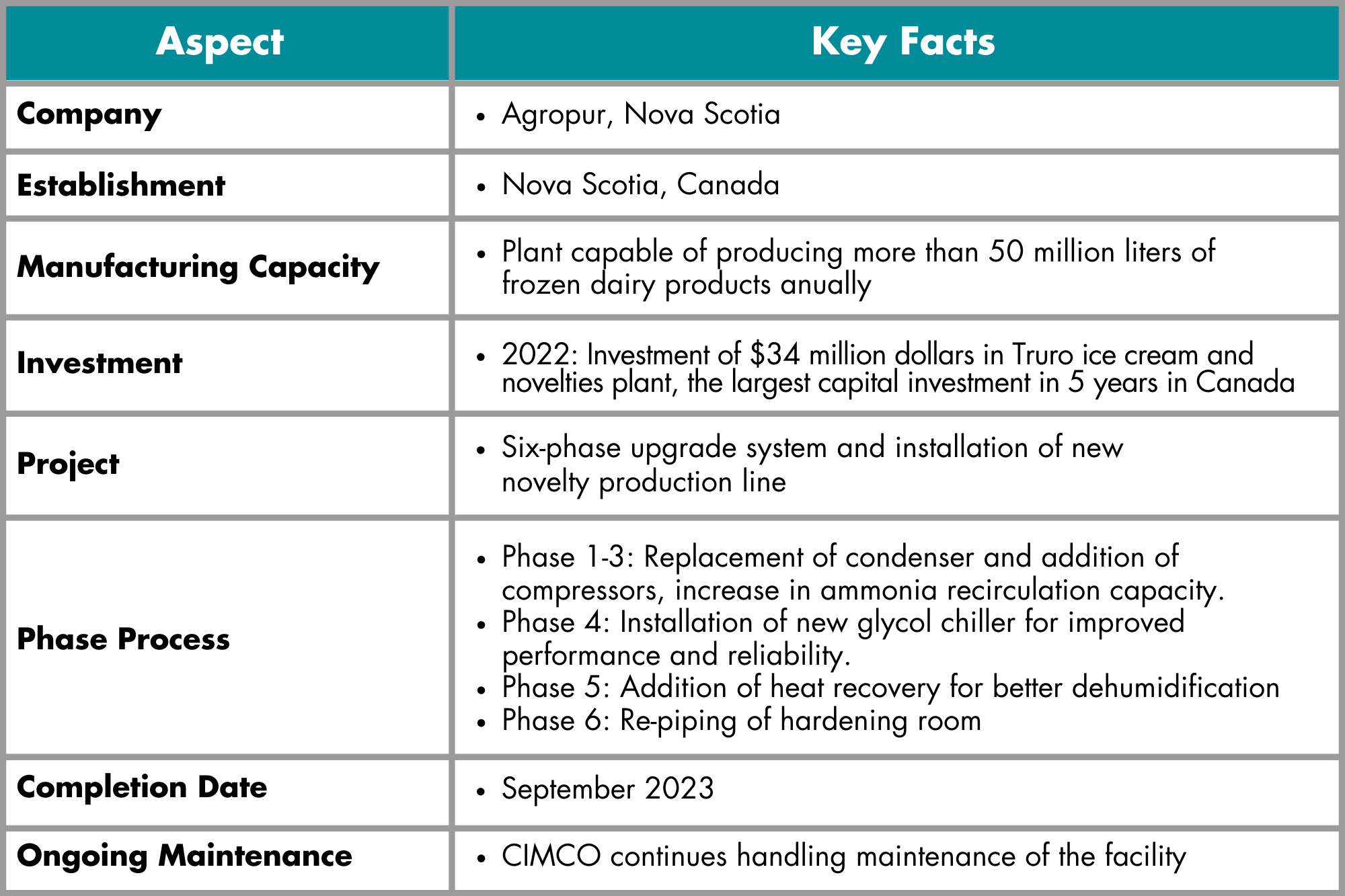
Agropur in Truro, Nova Scotia, is a Dairy Cooperative owned by nearly 3,000 dairy farmers who have joined forces to process and market the milk they produce on their farms. Founded in 1938, Agropur is regarded among the world’s top 20 dairy processors, boasting US$7.3 billion in sales in 2021.
Subsequently, CIMCO Refrigeration was awarded a six-phase project to upgrade the Truro facility’s refrigeration system and install a new novelty production line for making frozen treats. During the upgrade, CIMCO also focused on improving overall system performance and reliability, as well as increasing compressor capacity to create redundancy for all production lines.
A Phased Approach
Related Posts
Payback, Performance, and Emissions: What the Industry Is Learning About Heat Pumps.

CIMCO Refrigeration’s New Facility in Bradford Strengthens Regional Service and Prefabrication Capabilities

CIMCO Expands Large-Scale Heat Pump Offerings Through Everllence Partnership